


What is a Pusher Centrifuge and how does it work?
A Pusher Centrifuge is a type of industrial equipment used for separating solids from liquids. It works by pushing a slurry through a rotating basket, utilizing centrifugal force to separate the components efficiently. This process enhances productivity in various applications, making it a vital tool in many industries.
Pusher centrifuges are continuous filtration centrifuges, providing precise solid-liquid separation in industrial processes.
These centrifuges utilize centrifugal force and the innovative pusher movement mechanism to discharge solids efficiently.
Applications span across industries such as food processing, chemical manufacturing, and mineral industries, including soda ash and sodium hydrogen carbonate processing.
Key features include a long basket design, multi-stage operation, and grain-friendly handling of solids to prevent particle breakage.
Advanced designs allow for hygienic and explosion-proof operations, making them suitable for pharmaceutical and food sectors.
Introduction
In industrial processes requiring efficient separation, pusher centrifuge design stands out. These advanced filtration centrifuges optimize dewatering, washing, and impurity removal from feed slurry. Whether handling polymers, crystalline substances, or fibrous materials, pusher centrifuges deliver consistent separation results. Their versatile capabilities and continuous operation ensure uninterrupted production across diverse applications. Industries get the added advantage of minimal contamination and high productivity. In the following sections, we'll explore the key features, benefits, and applications of these remarkable machines.
Understanding Pusher Centrifuges
Pusher-type centrifuges are widely regarded for their effectiveness in solid-liquid separation processes. Operating under centrifugal force, these filtration centrifuges provide continuous, reliable performance. Unlike other systems, they excel in handling materials like crystals, polymers, and fibrous substances.
These machines use a unique mechanism in which solids build into a stable filter cake within the basket. Through pusher movements, the formed cake advances toward discharge points. This ensures minimal loss of solids and improved separation efficiency, making them essential in modern industries.
How Pusher Centrifuges Work
To understand the process, start with feed slurry entering the centrifuge through an inlet pipe. Here, the centrifugal force rapidly pushes the slurry toward the walls of rotating baskets. Solids form a cake over a screen in the first basket stage while liquid passes through sieves, leaving impurities like mother liquor behind.
A pusher movement mechanism then moves the solids stroke by stroke toward the second basket stage. In this phase, additional dewatering or washing takes place using adjustable wash liquid nozzles to remove residual impurities.
Finally, solids discharge through a specialized system at the basket’s end for further processing. Meanwhile, filtrate containing the liquid phase is collected separately. Such processes ensure continuous operation, maintaining high throughput efficiency and precise separation results. This design is ideal for industries requiring uninterrupted solid-liquid separation with minimal moisture retention.
Typical Applications of Pusher Centrifuges in Gulf Industries
Gulf countries stand out for its diverse industrial landscape, and pusher centrifuges find applications across multiple industries. These centrifuges handle a wide range of materials, from soda ash to sodium hydrogen carbonate, dewatering them effectively. They also support mineral industries by processing ores like potash, sulphates, and phosphates.
Another vital use lies in the chemical sector, enabling the purification of substances such as polymers or intermediates. For instance, cotton seed delinting processes in Oman use pusher centrifuges to separate fibers efficiently using sulphuric acid.
Additionally, food-grade applications include separating additives while maintaining product purity. Whether it’s granular materials or fibrous suspensions, these centrifuges adapt seamlessly to Oman’s industrial demands. Their versatile handling ensures process efficiency across all applications.
Key Features of Ferrum Pusher Centrifuge
The pusher centrifuge design incorporates advanced features like a long basket design and shafting assembly for robust performance. The extended basket enhances filtration, reducing moisture and improving purity during separation.
Equipped with mechanisms like hydraulic systems for precision control, these centrifuges support gentle processing to preserve crystal integrity. Their suitability for continuous operation makes them reliable for industries requiring consistent output. With customizable options and durable construction materials, such as titanium and nickel-based alloys, they guarantee sustainable and adaptable industrial use.
Multi-Stage Solid-Liquid Separation Process
Pusher centrifuges introduce a multi-stage operation to refine separation results:
First Basket Stage: Solids are filtered, creating an intact filter cake and collecting most liquid.
Second Basket Stage: The cake advances, pushed by movement systems. Washing occurs as impurities are displaced by wash liquid sprayed from nozzles.
Final Collection: Solids discharge tracks capture the processed cake, while collected filtrates are disposed or reused.
Through this process, impurities in the mother liquor are extensively reduced while precise control ensures optimized washing. The setup facilitates performance efficiency in applications requiring purity and minimal waste. Industries benefit from using the stage pusher centrifuge method for dewatering and impurity elimination.
Grain-Friendly Solids Handling
Handling grains with care is crucial in pusher centrifuge operations. Designed to minimize crystal breakage, these machines maintain grain-friendly performance across the discharge end. Solid cakes progress smoothly under low-stress pusher plate movement even during compaction.
Particle breakage is controlled by adjusting mechanical settings and centrifugal force. This careful process ensures minimal fines loss while maintaining the purity of solids. Moreover, contamination concerns are addressed through optimized designs that separate impurities effectively.
Industries using fragile materials, like polymers or food additives, rely on these centrifuges for maintaining product quality. Whether it's granules or fibrous substances, pusher centrifuges adapt efficiently without compromising solid integrity.
Major Benefits for Industrial Processes
In industrial processes demanding efficiency, pusher centrifuges deliver exceptional advantages. Offering high capacity handling and uninterrupted operation, they reduce downtime significantly. Their continuous operation design ensures maximum throughput, supporting large-scale industrial applications.
Additionally, these filtration centrifuges provide precise separation results with low energy costs. Their ability to dewater materials while maintaining purity and reducing moisture enhances operational output. Industries seeking reliable solid-liquid systems benefit immensely from these robust machines.
High Efficiency and Throughput
Efficiency defines the operation of pusher centrifuges. High-speed rotation generates centrifugal force, actively separating solids while maintaining filtrate quality. This enables effective drying, ensuring reduced moisture content in the final cake.
The unique design optimizes throughput, allowing industries to handle substantial volumes seamlessly. Adjustable parameters like inlet screw conveyor settings enhance performance accuracy, catering to specific requirements. Moreover, uniform solids separation contributes to high-capacity results, supporting various industries with demanding production goals.
Machine designs prioritizing throughput ensure that minimal product loss occurs during separation. By combining high-speed functionality with gentle handling, pusher centrifuges achieve remarkable separation efficiency.
Reduced Operational Costs
Pusher centrifuges are structured to lower operational expenses:
Regular Maintenance: Periodic flushing systems clean filters, ensuring consistent efficiency without excessive downtime.
Spare Parts Management: Durable materials extend replacement timelines, cutting costs of spare components.
Upgrades: Advanced hydraulic systems and test results improve throughput while conserving energy.
By maintaining the separation process's reliability, these centrifuges reduce recurring expenditure and product wastage. Their automation-ready operation also limits human intervention, saving labor costs. Extended machine lifespans ensure long-term savings for demanding industrial applications.
Design Variants and Customization Options
From single-stage configurations to multi-stage designs, pusher centrifuge design adapts to varied applications. Industries benefit from customized features such as specific discharge systems and enhanced filtration processes.
With options designed for different industries, machines cater from food processing to complex chemical operations. Flexible configurations also incorporate hygienic materials for applications prioritizing purity. The ability to modify systems offers versatility, ensuring these machines meet evolving industrial needs efficiently.
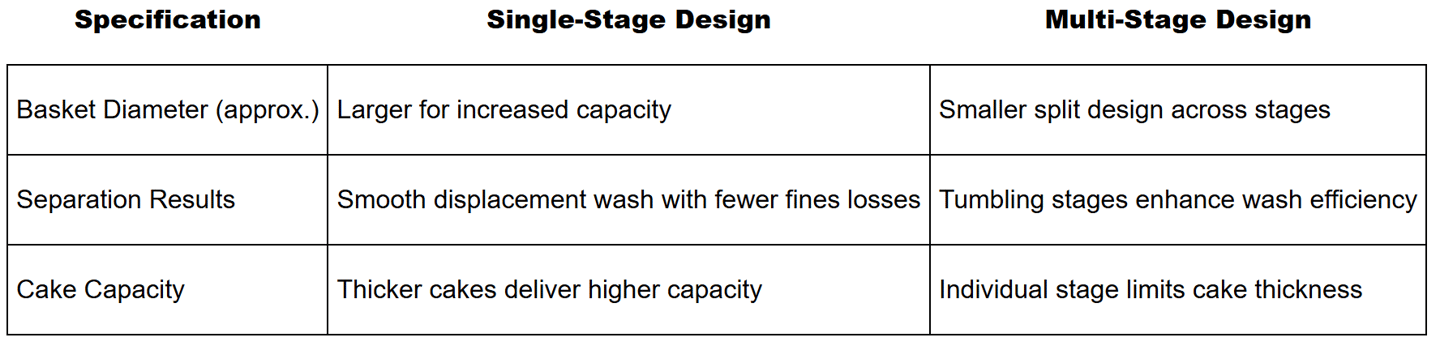
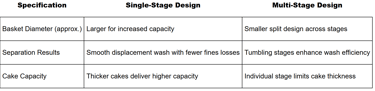
Single-Stage vs. Multi-Stage Designs
To compare single-stage and multi-stage designs, we present the following table:
Single-stage designs favor precise separation with fewer fine disturbances, while multi-stage designs optimize washing. Choose based on throughput and material-specific needs.
Hygienic and Explosion-Proof Designs
In food processing or pharmaceutical applications, hygiene is paramount. Pusher centrifuges designed for these industries employ contamination-free systems with hygienic materials and fittings like advanced nozzles.
For hazardous operations, explosion-proof configurations are available. These protect against volatile substances, utilizing integrated safety measures in the shafting assembly and discharge points.
By prioritizing safety and cleanliness, these centrifuges cater effectively to industries requiring precise separation without compromising cleanliness or security. Whether extracting active pharmaceutical ingredients or separating food additives, these designs ensure reliable, contamination-free processes.
Conclusion
Pusher centrifuges offer a range of key features that significantly enhance industrial processes. Their multi-stage separation process and grain-friendly solids handling capabilities make them ideal for various applications across Oman’s industries. The benefits, including high efficiency, reduced operational costs, and customizable design options, ensure that businesses can tailor the equipment to meet their specific needs. Additionally, their hygienic and explosion-proof designs provide an added layer of safety and reliability in sensitive environments. By understanding these essential elements, organizations can make informed decisions that lead to improved productivity and sustainability. For further insights and assistance, get a free consultation with our experts today.
Frequently Asked Questions
What types of solids can be processed with pusher centrifuges?
Pusher centrifuges can handle solids like polymers, crystalline feed solids, and fibrous substances effectively. They work on suspensions to extract impurities and suit a variety of applications needing reliable solid-liquid separation.
How does a pusher centrifuge differ from other centrifuge types?
Pusher centrifuges offer continuous filtration unlike batch systems. Unlike screen scroll centrifuges that use inlet screw conveyors, pusher types rely on centrifugal force and axial movement for stable cake formation and discharge.
What maintenance is required for optimal operation?
Routine maintenance includes periodic flushing to clean screens and inspect spare parts such as shafting assembly components. Upgrades to hydraulic systems can enhance efficiency, and timely cleaning prevents crystallization in sieves.
Are pusher centrifuges suitable for food and pharmaceutical applications?
Yes, their hygienic design meets stringent standards for food processing and pharmaceutical applications. Contamination risks are minimized using precision nozzles, ensuring clean and safe operations for sensitive materials.
What factors should be considered when selecting a pusher centrifuge for use in Oman?
Consider test results, discharge systems, machine diameter, and the ability to handle the required solids. Strong shafting assembly and adaptability to the variety of applications are key for optimal usage in Oman.
https://doi.org/10.1016%2FS0015-1882%2803%2900634-7
https://doi.org/10.1016%2FS0015-1882%2897%2990167-1
https://books.google.com/books
https://doi.org/10.1016%2FS0015-1882%2800%2988849-7
Pusher Centrifuges: Key Features and Benefits Explained
Smart Gulf Services (SGS)
Your partner for industrial pusher centrifuges and engineering.
Contact:
Service
contact@smartgulfservices.com
Tel: +96 898 199098
© 2025. All rights reserved.
Whatsapp +96 938 08053